
When we talk about press brake bending,we are familiar with three bending methods.Air Bending,Bottom Bending,Coin Bending.in this article we will explain all three bending methods.
| Bending Method | V-width | IR | Angle Accuracy | Features |
|---|---|---|---|---|
| Air Bending | 12T—15T | 2t~2.5t | >±45’ | Can achieve a wider range of bend angle. |
| Bottoming | 6T—12T | 1t~2t | ±15’—30’ | The higher bending precision is obtained with the smaller press force. |
| Coining | 4T—6T | 0t~0.5t | ±10’ | It can achieve high bending precision, but the bending force is very large. |
Air bending
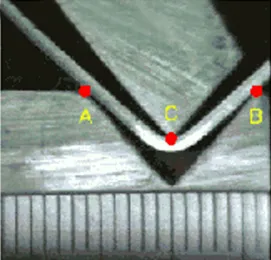
Air bending means only part of the material is in contact with the toolings for bending.
From the above image, we can see that the toolings only touch A, B and C points of the metal during the bending process (the punch tip and the die shoulders). The rest position is not.
Because of the above reason, the actual angle of the toolings becomes unimportant.The factor that determines the bending angle is how far the punch descends into the die.The further the punch descends, the acuter the bend angle.Therefore, the fabricator can get a wide range of bending angles with only one set of tooling since the depth of the stroke (not the tooling) determines the bend angle.Besides, there will have a certain amount of spring back in air bending, so you need to bend a slightly more acute angle so as to get the desired bend angle.
Features of air bending:
- Wide bending angle with one set of tooling. The angle can’t be smaller than the punch tip angle. If using a 30° punch, 180°-30° bending angle can be obtained.
- The bending need less press force.
- The bending angle is not in high accuracy.
- The material has more spring back.
SEE ALSO: Air Bending Force Chart: The Most Authoritative Data From Amada
Bottoming
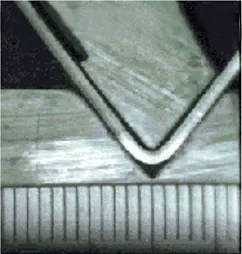
Bottoming means the punch will descend to the bottom of the die so that the material makes contact with the punch tip and the sidewalls of the V-opening.
Bottoming is a method to obtain good bending precision with less pressure and is also a commonly used bending method.
V-opening width of the die can refer to below table:
| T | 0.5-2.6 | 3-8 | 9-10 | ≥12 |
|---|---|---|---|---|
| V | 6T | 8T | 10T | 12T |
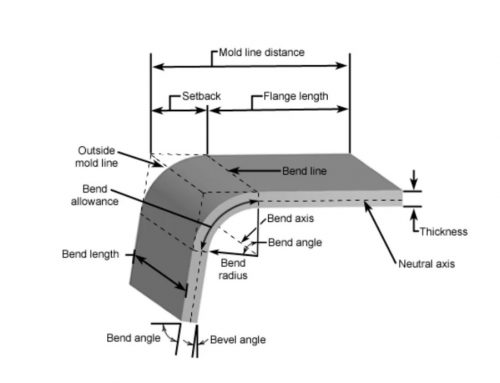
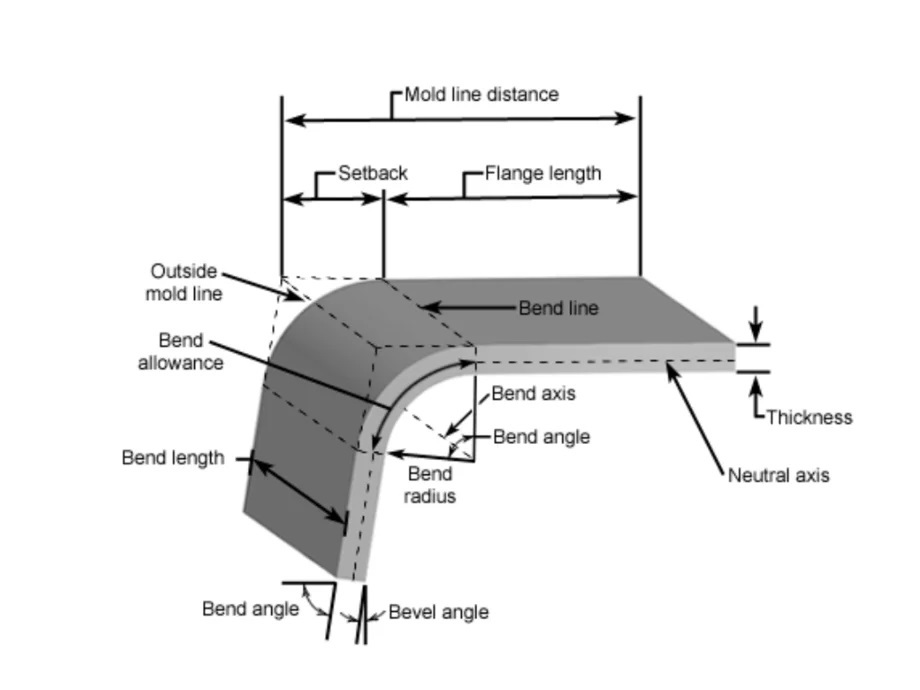
IR of workpiece
The interior radius of the workpiece is usually represented by IR.
During the bottom bending process, the IR is about 1/6 of the die’s V-opening (IR=v/6).
However, for different materials, the IR is also different, like SUS and Al has different IR.
Tooling accuracy of bottom bending
The angle after bottom bending will be affected by the spring back, so the bending spring back will be considered when choosing bottom bending.
The usual solution to obtain the target angle is by overbending.
- Material, shape and thickness with small spring back – 90° tooling
- Material, shape and thickness with big spring back – 88° tooling
- Material, shape and thickness with bigger spring back – 84° tooling
When adopting bottom bending, the principle of using the same angle for both punches and dies should be abided by.
Coining
The term “coining” is derived from the stamping method of the coin, which also means get very high accuracy.
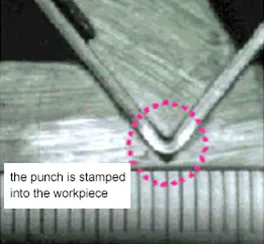
For the coining process, enough tonnage of the press brake will be used to conform the sheet metal to the exact angle of the punch and die.
In coining, the sheet metal is not just bent, it’s actually tinned by the compress between the punch and die.The coining not only featured high accuracy, but also very small IR of the workpiece.The tonnage required by coining is 5-8 times higher than bottom bending.
V-opening width
The V-opening width required by coining is smaller than bottom bending, generally is 5X the thickness of sheet metal.
This is mainly for the purpose of reducing the IR of the workpiece so as to reduce the stamping into IR position of the workpiece by the punch tip.
Reducing the area of V-opening can obtain higher surface pressure.
Pressure limit
Because the pressure of bending is very large, the thickness of the SPCC should not exceed 2mm, and the thickness of SUS should not exceed 1.5mm.
The reason is that 2mm SPCC material need 1100KN pressure for bending which exceeds the allowable pressure of tooling 1000KN.
Note: different toolings have different allowable pressure, so not all toolings can be used to bend 2mm SPCC material.
Coining problem
The tonnage of the press brake needs to be increased due to the big bending force, and the abrasion of tooling will also become serious.
Therefore, only toolings with high allowable pressure can be used.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
Leave A Comment