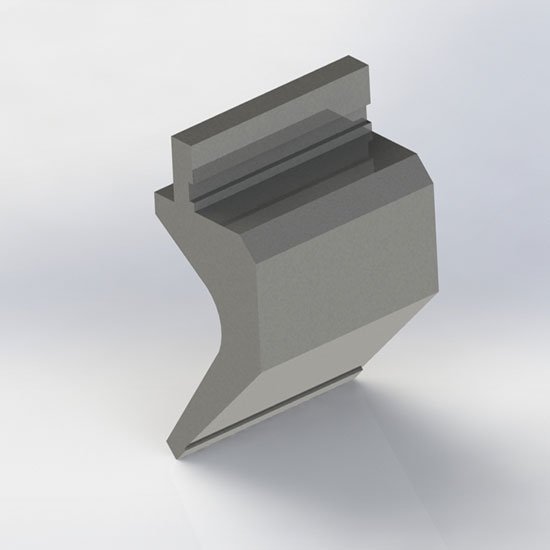
What are gooseneck press brake dies?
Gooseneck press brake dies are special tools for bending metal. They help make detailed bends without harming the material. In 2026, they are even more important for precise work. New tech like CNC systems and laser tools give exact results.…